
Обзор основных видов сварных соединений
В зависимости от конструктивного расположения свариваемых деталей мы выделяем несколько типов сварных соединений. Если не считать конструктивной точки зрения, они различаются по прочности.
 Соединения сварные встык
Соединения сварные встык
Это наиболее распространенный состав, который используется практически во всех судовых конструкциях и трубопроводах.
При толщине свариваемых деталей S = 1 — 4 мм кромки обрезаются под прямым углом к поверхности и сближаются на расстояние b = 0,5 — 1,5 мм. Такой сварной шов называют стыковым без снятия фаски с краев. При толщине свариваемых деталей до 2 мм сварка выполняется в одностороннем порядке. При толщине от 2 до 4 мм сварка выполняется с другой стороны шва.
При толщине свариваемых деталей S = 4 — 26 мм, а также в случаях, когда сварка невозможна, прибегают к стыковому соединению с односторонним снятием фаски на кромках. Угол снятия фаски a = 60 °, зазор b = 2-4 мм и притупление кромок называется швом V-образным сварным швом.
В зависимости от толщины деталей сварка выполняется с одной стороны без сварки или со сваркой.
При толщине свариваемых деталей 12 мм и достаточном доступе с обратной стороны выполняется Х-образная фаска кромок. Такой стык называется стыком с двусторонним снятием фаски. Угол скоса a = 60 °, зазор 6 = 4-5 мм и притупление c = 2 мм.
Кромки с прямым скосом имеют тот недостаток, что сварка их верхней части несколько затруднена, а внешняя поверхность сварного шва слишком толстая. Для устранения этого недостатка, особенно при ответственных сварных швах, используется U-образная кромочная фаска, также называемая стыковым соединением с чашеобразной кромочной фаской.
Это может быть одностороннее и двустороннее, а одностороннее может быть без сварки или со сваркой. Угол j = 8 ~ 12 °, зазор 6 = 0-3 мм, затупление L — i, o-, i, o мм, радиус кривизны r = 4 ~ 5 мм.
 При снятии фаски под сварку двух деталей неравной толщины мы различаем два случая.
При снятии фаски под сварку двух деталей неравной толщины мы различаем два случая.

- В случае V-образной и Х-образной фаски детали укладываются в одну плоскость и сначала привариваются к верхней стороне. Затем детали переворачиваются, приваривается V-образная фаска и приваривается Х-образная фаска. с обратной стороны.
- Когда S> 1,5 S на V-образном и X-образном скосе, то на V-образном скосе более толстая соединяемая часть постепенно утончается с наклоном 1: 5 до тех пор, пока толщина стыка не станет равной. равняется более тонкой части. При использовании X-образной фаски кромки двух соединяемых деталей скошены как обычно, но она собрана! симметрично их притуплением
Угловые сварные швы
 Шов внахлест — используется для сварки деталей толщиной от 10 до 12 см. Размер внахлест в 3-5 раз больше толщины. Такой стык годен только тогда, когда есть возможность сваривать с обеих сторон, потому что в случае односторонней сварки не исключено попадание влаги между поверхностями внахлест и металл ржавеет. Соединение внахлест упрощает сборку, но значительно увеличивает стоимость сварки.
Шов внахлест — используется для сварки деталей толщиной от 10 до 12 см. Размер внахлест в 3-5 раз больше толщины. Такой стык годен только тогда, когда есть возможность сваривать с обеих сторон, потому что в случае односторонней сварки не исключено попадание влаги между поверхностями внахлест и металл ржавеет. Соединение внахлест упрощает сборку, но значительно увеличивает стоимость сварки.
 Тавровое соединение
Тавровое соединение
В зависимости от толщины свариваемых деталей кромки тройника подготавливаются к сварке без снятия фаски, с односторонним или двусторонним снятием фаски. Угол скоса, зазор и притупление кромок такие же, как у стыкового соединения. Одностороннее снятие фаски на тавровом соединении производится, когда конструкция изделия допускает сварку с двух сторон.
 Щелевые сварные соединения
Щелевые сварные соединения

Это соединение применяется, когда длина нормального шва внахлест не может обеспечить требуемую прочность соединения. Различают закрытые открытые щелевые сварные соединения.
 Угловой шарнир
Угловой шарнир
В связи с этим свариваемые детали кладут под углом друг к другу. В зависимости от толщины свариваемых деталей и технических требований к сварному шву угловой стык может быть без скоса с односторонним скосом, с двухсторонним скосом.
 Соединение с дополнительными пластинами
Соединение с дополнительными пластинами
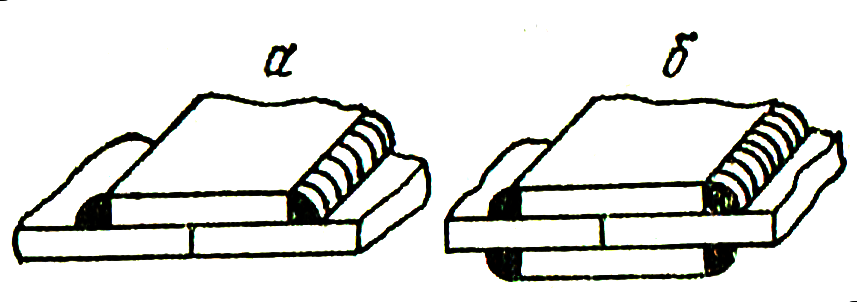
Применяется очень редко и только тогда, когда по каким-либо причинам не может быть заменен стыковым соединением или соединением внахлест. Различаем соединение с одной (рис. 143 а) и двумя дополнительными пластинами (рис. 143 б).
Электронитовое соединение
Применяется для получения прочных, менее плотных сварных швов. Он выполняется с предварительным отверстием в верхнем листе металла или без него. Предварительные отверстия имеют диаметр в 2–2,5 раза больше толщины листового металла. Отверстия наслоены таким образом, чтобы плавить и поверхность нижнего металлического листа.
Пространственные позиции
Сварные швы также можно классифицировать в зависимости от их положения в пространстве. Различают нижний, горизонтальный, вертикальный и потолочный швы. Проще всего выполнить нижний шов, а сложнее всего — потолок.
По длине сварные швы делятся на сплошные и прерывистые. Узкие швы накладываются, когда не требуется плотный шов. Различают два типа рваных швов — цепной и шахматный. Расстояние между одноименными точками двух соседних слоев называется шагом и обозначается t. Расстояние между двумя слоями обозначено s / n , а длина слоистого металла равна / x . Соотношение — показатель непрерывности шва. Прерывистые швы позволяют сэкономить электроды, электроэнергию и время. Их применяют, когда к этим сварным соединениям не предъявляются особые требования к прочности.
Виды сварных швов
В некоторых случаях выполняются так называемые комбинированные стежки, в которых один стежок непрерывный, а другой — разорванный *
Сварные швы по конструктивному расположению. Они делятся на лицевые и угловые. Остальные швы угловые. Размер углового шва определяется ножками.
Сварные швы по степени утолщения. В зависимости от утолщения шва различают нормальные, усиленные и ослабленные сварные соединения. Утолщение a зависит в основном от типа электрода. Электроды с тонким покрытием обеспечивают более выпуклую поверхность швов. При сварке электродами с толстым покрытием и большей тонкостью получаются нормальные швы. Лицевые швы практически не делаются ослабленными.
Оставить комментарий