 Данная сварка сумела удачно совместить в себе особенности сварки газового и электродугового типа. Поэтому данный процесс включает в себя непременное применение электродуги и использование газа. При этом, используются и некоторые технологические методы обеспечения соединения, которое будет неразрывным.
Данная сварка сумела удачно совместить в себе особенности сварки газового и электродугового типа. Поэтому данный процесс включает в себя непременное применение электродуги и использование газа. При этом, используются и некоторые технологические методы обеспечения соединения, которое будет неразрывным.
Сварка аргоном обеспечивает плавление краев двух свариваемых элементов с использованием материала для присадки, который и отвечает за появления шва сварки. Это обеспечивается при помощи больших температур, которые создаются в процессе горения дуги. Аргон в данном процессе отвечает за защиту.
Типы аргонной сварки:
- Ручной метод. Используется электрод из вольфрама, который не подвергается плавлению. Маркируется метод – «РАД».
- Автоматический метод. Производится в среде с добавлением аргона, используются электроды, устойчивые к плавлению. Аббревиатура – «ААД».
- Автоматический метод с использованием электродов, которые подвергаются плавлению. Аббревиатура – «ААДП»
- В соответствии с общепринятой классификацией, аппараты для сварки аргоном или той сварки, которая выполняется при использовании вольфрамового электрода в среде газа, обозначается следующим образом – TIG.
Особенности процесса сварки в среде с добавлением аргона
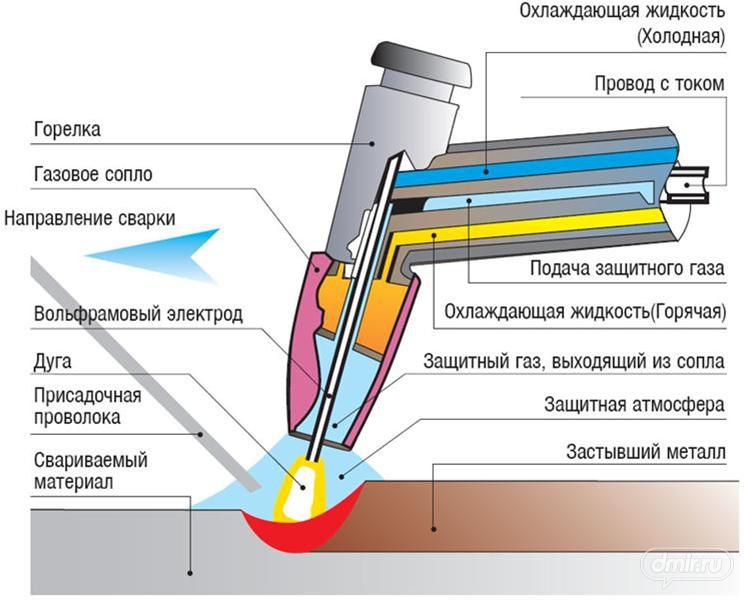 Активным элементом сварочных аппаратов, которые применяются для сварки деталей из металла в среде газов, обеспечивающих защиту, считается горелка. Именно туда помещается электрод из вольфрама, который выходит наружу не более, чем на 5 мм. Фиксируется внутри горелки данный электрод за счет электрододержателя – в него можно поместить электрод любого необходимого диаметра.
Активным элементом сварочных аппаратов, которые применяются для сварки деталей из металла в среде газов, обеспечивающих защиту, считается горелка. Именно туда помещается электрод из вольфрама, который выходит наружу не более, чем на 5 мм. Фиксируется внутри горелки данный электрод за счет электрододержателя – в него можно поместить электрод любого необходимого диаметра.
Существует несколько главных этапов при осуществлении сварки аргоном, в которой применяется вольфрамовые электроды TIG
- Производится доскональное очищение металлических поверхностей от частиц грязи, пыли, масляных и жировых отпечатков, а также от пленки окиси. Это обязательный процесс, игнорировать который недопустимо. Выполнять его можно либо автоматизировано, либо используя химические вещества.
- К деталям, которые требуется соединить, подключается т.н. «масса». Осуществить это можно либо напрямую, если изделия крупногабаритные, либо при помощи стола, если поверхность его металлическая. Проволока присадки минует электрическую цепь для сварки и подключается автономно – это крайне важно.
- На оборудовании для осуществления сварки необходимо обозначить силу тока. Этот показатель следует выбрать, опираясь на параметры тех заготовок, которые требуется соединить. После того, как ток был включен, горелку с помещенным внутрь электродом следует поднести к изделиям максимально близко, но не затрагивая поверхность. Лучше всего располагать горелку на расстоянии около 2 мм от поверхности изделий. Если удается держать электрод на минимальном расстоянии, за счет этого удается добиться качественного шва – с отсутствием пузырей и пор, металл хорошо проплавится.
- Необходимо заблаговременно подавать в среду газ, обеспечивающий защиту – приблизительно за 20 с до начала сварочного процесса. А выключить подачу газа следует после того, как от окончания работ пройдет пара десятков секунд.
- Горелка для аргонодуговой сварки вместе с проволокой присадки должна медленно двигаться строго вдоль линии шва, не допуская поперечных движений. Проволока присадки, размещенная перед горелкой, помещается в зону воздействия на шов дуги крайне плавно. Не рекомендуется допускать резких и быстрых движений. Иначе это приведет к сильному разбрызгиванию горячего металла.
- В процессе сваривания металлических изделий дуга должна зажигаться, а электрод при этом не должен касаться поверхностей изделий. Это необходимо сразу для обеспечения нескольких условий. В первую очередь, аргон обладает крайне высоким потенциалом ионизации, поэтому при его понижении сложно использовать искру, возникающую в момент касания изделий стержнем. Также, если применяется электрод, подверженный плавлению, то прикосновения к поверхности металла вызывают его испарение. Во-вторых, прикосновение к изделию влечет за собой появление на его поверхности загрязнений, и это усложняет процесс сварки.
Может возникнуть закономерный вопрос о том, как может зажечься электрическая дуга в среде, которая насыщена аргоном. Ведь его потенциал ионизации достаточно высок, а сам используемый электрод при этом не затрагивает металлические поверхности. В таких ситуациях используют специальный аппарат – осциллятор, — который позволяет преобразовать стандартный ток в импульсы на высоких частотах, где величина напряжения может достигать 6000 В. Именно за счет таких импульсов и становится возможным зажигание дуги в условиях среды с аргоном.
Хорошая статья. Но особенно порадовало видео. Так хорошо мужик вещает- просто заслушаешься.
Сварка аргоном – это довольно популярный метод, особенно в производстве и ремонте. Она работает с помощью инертного газа, который защищает сварочную зону от загрязнений. Есть разные способы: TIG-сварка для тонких металлов и MIG-сварка для более толстых. Важно использовать качественное оборудование и правильно подбирать электроды, чтобы добиться хорошего соединения. Этот метод позволяет получать аккуратные и прочные швы, но требует навыков и опыта.