

Как известно, контроль – это обязательная и заключительная часть всего технологического сварочного процесса. Существуют неразрушающие и разрушающие методы контроля. Контроль посредством радиографии относится к неразрушающему физическому методу.

Прежде чем приступить к радиографическому методу, сварное изделие подвергается визуальному и измерительному контролю. Затем, в соответствии с проектной документацией, контроль проводятся другими физическими методами. Очень распространенные методы такие как ультразвук и рентген. В этой статье будет говориться о радиографическом контроле.
Но в начале нужно понять для каких задач и выявления каких дефектов он предназначен, и принцип работы этого вида контроля.

Немного о дефектах
Что же это такое? Согласно определению — это несоответствие продукции установленным в НТД требованиям. Они делятся на наружные и внутренние. Наружные дефекты призван обнаруживать, фиксировать и измерять визуальный и измерительный контроль. А вот с внутренними «шовными проблемами» и предназначен определяться радиографический метод контроля.

Ниже приведены основные распространенные внутренние дефекты швов и (ЗТВ) и основные причины их появления:
- Поры — образуются из-за безобразной зачистки кромок; сырого флюса или влажных электродов, а если сварка ведется в среде защитных газов, то может быть плохая газовая защита; может быть быстро двигался электрод в направлении сварки.
- Шлаковые включения и окисные пленки — это когда внутри шва остаются нерасплавленные неметаллические вещества или окислы.
- Непровары – это несплавление основного металла с наплавленным;
- Трещины – это дефект соединения в виде разрыва металла в шве или прилегающих зонах.

Самыми коварными внутренними дефектами считаются поры молекулярного свойства. Когда водородные атомы соединяются в молекулы водорода (это может происходит даже через много часов после окончания сварки) и по внутренней структуре «простреливает» трещина. Поэтому в ответственных и особо ответственных сварных конструкциях поры просто недопустимы.
Эти дефекты и предназначен выявлять радиографический метод.

Сущность и принцип работы радиографии
Сущность рентгенографии в том, что обладая огромной энергией и не подвергаясь электро-и магнитному воздействию, рентгеновское излучение проходит через определенные материалы и реагирует на «чужую» среду. А благодаря именно тому, что по-разному поглощается разными материалами, рентген и используют в дефектоскопии. Короче говоря, проникает излучение через металлическую среду, а на пути встречается какое-нибудь препятствие в виде поры, трещины у которых физическая среда другая, значит поглощение будет другим и на «выходе» с обратной стороны на пленку этот дефект будет на ней запечатлен. У ультразвука похожая реакция на чужую среду, только физический принцип действия другой. Схожесть в том, что и один, и другой метод основан на реакции чужеродным средам.

Слово об излучениях
Рентгеновское излучение.
Это чудо-явление происходит в электронных оболочках атомов, когда на них воздействуют свободные электроны, обладающие огромной скоростью. А их в свою очередь получают и придают им умопомрачительную быстроту в специальных рентгеновских трубках. Эта штука представляет собой стеклянный баллон из которого выкачан весь воздух, а внутри находятся два электрода: 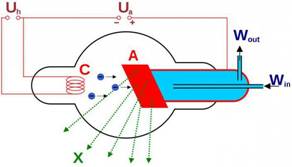 анод (А) и катод (С). Катод выполнен из вольфрамовой спирали, а анод из пластины вольфрамовой или молибденовой, (-) – это электроны, излучение (х). В трубке электроны несутся к аноду с сумасшедшей скоростью, врезаются в него и резко тормозясь превращают свою кинетическую энергию в лучевую выделяющуюся в виде фотонов рентгеновского излучения. Но большая часть ее переходит в тепловую энергию и нагревает анод. Весь процесс получения этого рентгеновского излучения характеризуется непрерывным и дискретным энергетическими спектрами и сопровождается энергетическими переходами на изделие.
анод (А) и катод (С). Катод выполнен из вольфрамовой спирали, а анод из пластины вольфрамовой или молибденовой, (-) – это электроны, излучение (х). В трубке электроны несутся к аноду с сумасшедшей скоростью, врезаются в него и резко тормозясь превращают свою кинетическую энергию в лучевую выделяющуюся в виде фотонов рентгеновского излучения. Но большая часть ее переходит в тепловую энергию и нагревает анод. Весь процесс получения этого рентгеновского излучения характеризуется непрерывным и дискретным энергетическими спектрами и сопровождается энергетическими переходами на изделие.

Гамма-излучение. А это излучение появляется в результате распада радиоактивных элементов или как их еще называют изотопами. Процесс происходит так: силы притяжения между нейтронами и протонами, входящими в состав изотопов, не могут придать устойчивости ядру и поэтому менее устойчивые ядра самопроизвольно перестраиваются в более устойчивые. Происходит то, что называют радиоактивным распадом. Гамма-излучения способны проникать через сталь толщиной в 0,5м, но поглощаются листом алюминия толщиной в 6мм, а безопасно находиться от источника излучения можно на расстоянии в 7-7,5м.
Аппаратура и материалы
Рентгеновские аппараты.
В общем виде рентгеновская аппаратура собрана из основных составляющих — это рентгеновская трубка, которая обязательно находится в защите, высоковольтный генератор и пульт управления. Генератор, в свою очередь выстроен из высоковольтного трансформатора и накала трубки, выпрямителя и трансформатора

Гамма-аппараты.
Это радиоизотопный дефектоскоп, состоящий из радиационной головки с радиоизотопом, привод источника, ампулопровод и пульт управления. Они делятся на:

- Общепромышленного назначения – они наиболее распространенные для применения в труднодоступных местах из-за удобства подачи источника излучения по ампулопроводу в контролируемые места на 5-12м.
- Специального назначения. Очень хороши для контроля однотипных по форме конструкций. Например магистральных трубопроводов, резервуаров или газгольдеров.
Кроме указанных аппаратов для просвечивания необходимы специальные эталоны для определения относительной чувствительности, радиографические пленки для отображения и фиксации дефекта, кассеты и держатели для закрепления материалов на объекте контроля. После процесса просвечивания происходит фотообработка снимков, их расшифровка с обязательной записью в специальный журнал.

Выявление внутренних дефектов при просвечивании основано на способности описанных излучений проникать через материалы и поглощаться в них в зависимости от толщины, рода материалов и энергии излучения.
Добрый день.
Меня зовут Ключников Андрей. Я — специалист отдела закупок компании АГРАНА Фрут Московский регион. В настоящее время у нас разрабатывается проект модернизации ГВС.
Я хотел обратиться к вам с запросом. По окончании работ ваша компания может сделать паспорт трубопровода и радиографический контроль сварных швов?
С уважением,
Андрей