SQLITE NOT INSTALLED
Контурная сварка
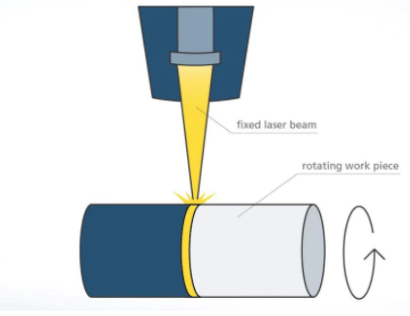
При контурной сварке в основном круглые детали вращаются под лазерным лучом со скоростью до 25 м / мин. Свариваемый контур проходит лазерный луч и нагревается. Помимо круглых деталей, для контурной сварки идеально подходят и большие трехмерные детали. Самая большая проблема этого метода: напряжения могут возникать с очень громоздкими деталями, потому что цепь свариваемого компонента не нагревается при этом.
Одновременная сварка
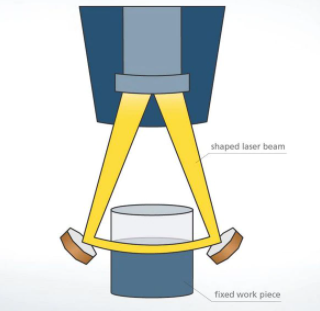
При одновременной сварке лазерный луч имеет такую форму, которая оптимально адаптируется к детали. Таким образом, свариваемый контур одновременно нагревается. Результат: очень короткое время обработки около 100 мс. Детали, которые демонстрируют невысокую сложность и производятся в больших количествах, особенно подходят для этого метода. Если необходимо изменить геометрию детали, форма детали также должна быть адаптирована.
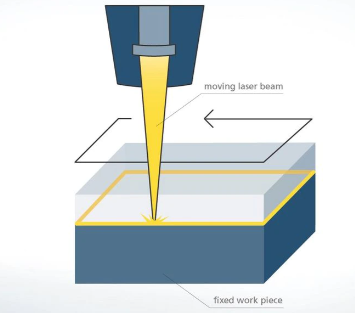
Квазиодновременная сварка
При квазиодновременной сварке сканирующий лазерный луч нагревает сварочную цепь. Поскольку лазерный луч движется со скоростью до 15 м / с (900 м / мин), это настолько быстро по сравнению с охлаждением, что можно сказать, что цепь нагревается одновременно. Благодаря программируемой фокусирующей оптике можно быстро реагировать на изменение контуров сварки, что является явным преимуществом перед одновременной сваркой.