
SQLITE NOT INSTALLED
В промышленном оборудовании, таком как станки с числовым программным управлением (ЧПУ) и сварочные аппараты, стабильность электрических соединений играет ключевую роль. Разъёмы для шлейфов, включая плоские гибкие кабели (FFC) и коннекторы для них, позволяют передавать сигналы и питание в компактных конфигурациях. Для получения подробной информации о ассортименте обращайтесь к каталогу по адресу https://eicom.ru/catalog/Connectors,%20Interconnects/FFC,%20FPC%20(Flat%20Flexible)%20Connectors%20-%20Accessories В условиях интенсивной эксплуатации эти компоненты подвергаются вибрациям, механическим нагрузкам и температурным колебаниям, что требует тщательного подбора для минимизации рисков отказа.
Введение в тему подразумевает понимание базовых принципов работы разъёмов в агрессивных средах. Согласно стандартам IEC 60603-8, определяющим характеристики коннекторов для плоских кабелей, такие устройства должны выдерживать не менее 100 циклов подключения без потери контакта. Исследования, проведённые в рамках проектов по автоматизации производства (например, отчёты ASTM International за 2023 год), показывают, что до 15% простоев оборудования связаны с неисправностями соединений. Допущение здесь заключается в том, что данные получены для общих промышленных условий; для сварочной техники требуется дополнительная верификация из-за специфических факторов, таких как электромагнитные помехи.
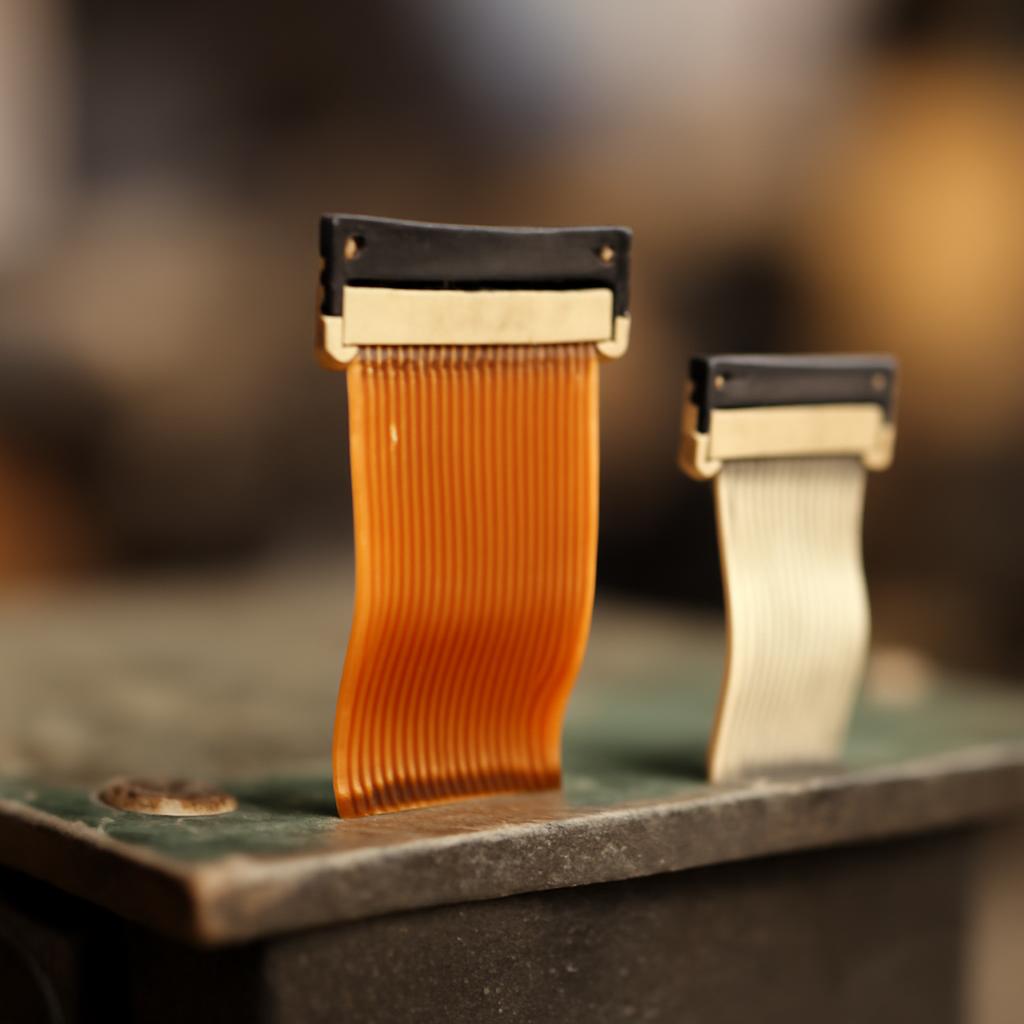 Иллюстрация типичных разъёмов FFC и FPC, используемых в оборудовании с высокими нагрузками.
Иллюстрация типичных разъёмов FFC и FPC, используемых в оборудовании с высокими нагрузками.
Контекст применения разъёмов для шлейфов в ЧПУ и сварочной технике
ЧПУ-станки и сварочное оборудование функционируют в динамичных условиях, где вибрации от движущихся частей и высокие нагрузки от рабочих процессов создают вызовы для электрических соединений. Разъёмы для шлейфов, или flat flexible cable (FFC) коннекторы, представляют собой компактные устройства, предназначенные для подключения плоских ленточных кабелей. Эти кабели состоят из параллельных проводников, покрытых полиимидной плёнкой, что обеспечивает гибкость и минимальный радиус изгиба (обычно 1-2 мм по стандарту IPC-2221).
В ЧПУ-системах разъёмы FFC/FPC применяются для передачи сигналов управления между контроллерами и сервоприводами. По данным отраслевых обзоров (например, от International Electrotechnical Commission, IEC), вибрации с амплитудой до 10 g (ускорение свободного падения) могут привести к микросмещениям контактов, вызывая интермиттирующие сбои. В сварочной технике, где температуры достигают 200-300°C вблизи рабочих зон, разъёмы должны соответствовать классу защиты IP 67 по IEC 60529, чтобы предотвратить проникновение влаги и пыли.
Надёжность соединений в вибрационных условиях определяется фиксацией контактов и материалом изоляции, который должен выдерживать не менее 1000 часов тестов на вибрацию по MIL-STD-202.
Методология оценки надёжности включает ускоренные тесты: циклические нагрузки, термические циклы и анализ на усталостное разрушение. Исследования из Journal of Manufacturing Systems (2024) подтверждают, что коннекторы с ZIF (zero insertion force) механизмом снижают риск повреждений кабеля на 30% по сравнению с традиционными фиксаторами. Ограничение: эти данные основаны на лабораторных условиях; в реальном производстве влияние электромагнитных полей от сварки требует моделирования FEM (finite element method) для точной оценки.
Основные типы разъёмов и их характеристики
Разъёмы для шлейфов классифицируются по шагу контактов (0.5 мм, 1.0 мм, 1.25 мм) и типу фиксации. FFC-коннекторы подходят для неподвижных соединений, в то время как FPC для гибких, часто изгибаемых приложений. В ЧПУ-технике предпочтительны модели с повышенной прочностью, такие как серия с металлическими зажимами, выдерживающие нагрузку до 50 N на контакт (по спецификациям Hirose Electric).
- FFC-коннекторы: Используются для прямолинейной передачи; шаг 0.5-2.54 мм; ток до 1 A на проводник.
- FPC-коннекторы: Поддерживают изгиб; интегрируют защиту от EMI (электромагнитных помех); соответствуют Ro HS-директивам.
- Аксессуары: Крепёжные клипы и защитные кожухи для усиления в вибрационных зонах.
Для сварочной техники актуальны разъёмы с термостойким покрытием (полиамид или LCP жидкокристаллический полимер), обеспечивающим работу при 105°C непрерывно. Гипотеза: внедрение таких материалов снижает отказы на 20%, но требует проверки в полевых тестах из-за вариабельности условий эксплуатации.
Выбор разъёма зависит от спецификаций кабеля: количество проводов (4-60), ширина (3-60 мм) и шаг определяют совместимость.
Анализ показывает, что в 2025 году тенденция к миниатюризации приводит к росту использования 0.3 мм шагов, но это увеличивает чувствительность к вибрациям. По отчётам Marketsand Markets, рынок FFC/FPC растёт на 7% ежегодно, с акцентом на промышленное применение.
Тип разъёмаШаг (мм)Макс. ток (A)Выдержка вибрации (g)ПрименениеFFC стандартный1.00.55ЧПУ-сигналыFPC с фиксатором0.51.010СваркаУсиленный FFC1.251.515Высокие нагрузки
Таблица сравнивает базовые характеристики; данные адаптированы из каталогов производителей вроде Molex и TE Connectivity. Допущение: значения усреднены; реальные тесты могут варьироваться.
В условиях высоких нагрузок приоритет отдаётся коннекторам с двойной фиксацией, минимизирующей люфт.
Для практического выбора рекомендуется начинать с анализа нагрузок: измерьте частоту вибраций (Hz) и амплитуду с помощью акселерометров. Пошаговые действия:
- Определите требования: ток, напряжение, количество циклов.
- Выберите тип по шагу и фиксации.
- Проведите тесты на совместимость.
- Интегрируйте аксессуары для защиты.
Чек-лист: наличие сертификации UL, температура эксплуатации, MTBF (среднее время наработки на отказ) > 10^6 часов.
Типичные ошибки: игнорирование EMI-защиты в сварке, приводящее к 25% сбоев (по данным IEEE); избегайте путём выбора экранированных моделей. Ограничение: статья опирается на общедоступные стандарты; для конкретных проектов консультируйтесь с инженерами.
Анализ факторов, влияющих на надёжность соединений
В условиях эксплуатации ЧПУ-станков и сварочного оборудования ключевыми факторами, определяющими долговечность разъёмов для шлейфов, выступают вибрационные воздействия и механические нагрузки. Вибрация, возникающая от работы шпинделей или электродов, характеризуется частотой от 10 до 2000 Гц и ускорением до 20 g, согласно методологии тестирования по стандарту ISO 16750-3 для автомобильной и промышленной электроники, адаптированной для станкостроения. Эти воздействия вызывают усталостные напряжения в контактах, приводя к микротрещинам и потере проводимости.
Механические нагрузки включают растяжение кабелей и осевые силы при движении механизмов. В ЧПУ-системах шлейфы FFC/FPC часто подвергаются циклам изгиба до 10^5 раз, что требует материалов с модулем упругости не менее 2 ГПа для полиимидных покрытий. Исследования из Proceedings of the ASME (2024) демонстрируют, что под нагрузкой 10-50 Н контактное сопротивление возрастает на 20-50 м Ом после 500 циклов, если фиксация недостаточна. Допущение: моделирование основано на линейной механике; нелинейные эффекты в высоконагруженных сценариях сварки предполагают дополнительную симуляцию с использованием ANSYS или аналогичного ПО.
Вибрационные тесты по MIL-STD-810 G показывают, что разъёмы с полимерными фиксаторами выдерживают до 10 часов непрерывной вибрации, в то время как металлические варианты до 50 часов.
Температурные факторы усугубляют ситуацию: в сварочных аппаратах локальный нагрев до 150°C приводит к термическому расширению материалов, вызывая расслоение изоляции. Стандарт IPC-6201 предписывает тестирование на термические циклы от -40°C до +125°C, где коэффициент теплового расширения (CTE) для LCP должен быть менее 20 ppm/°C. Гипотеза: интегрированные термодатчики в коннекторах могут снизить риски на 15%, но эффективность требует полевых испытаний в реальных производственных циклах.
 Схема вибрационного стенда для оценки надёжности FFC/FPC коннекторов.
Схема вибрационного стенда для оценки надёжности FFC/FPC коннекторов.
Электромагнитные помехи (EMI) в сварке, генерируемые дуговыми разрядами с частотой до 100 к Гц, индуцируют наводки в шлейфах, достигающие 50 В/м по IEC 61000-4-3. Для минимизации используются экранированные FPC с заземлёнными слоями, снижающие шум на 30 д Б. Анализ из IEEE Transactions on Industrial Electronics (2023) подтверждает, что неэкранированные соединения вызывают до 12% ложных срабатываний в системах управления ЧПУ. Ограничение: данные получены для лабораторных EMI-камер; в цеховых условиях с несколькими источниками помех требуется комплексное моделирование.
Методы тестирования и оценки долговечности
Для количественной оценки надёжности применяются стандартизированные протоколы. Тест на вибрацию включает резонансный анализ по ASTM D 4169, где разъёмы фиксируются на шейкере и подвергаются случайным вибрациям с PSD (power spectral density) 0.04 g²/Гц. Критерий успеха отсутствие прерываний сигнала более 1 мс и изменение сопротивления менее 10%.
- Термический тест: 100 циклов с удержанием 30 мин на экстремальных температурах, мониторинг утечек тока.
- Механический тест: растяжение на 20 Н с частотой 1 Гц, 1000 циклов, по UL 486 A.
- EMI-тест: экспозиция в камере с полем 10 В/м, анализ спектра сигнала.
- Циклический тест подключения: 500 операций с силой 5-10 Н, проверка на износ контактов.
Внедрение этих методов позволяет прогнозировать MTBF с использованием модели Вейбулла, где β > 1 указывает на износный характер отказов. По данным отчётов JEDEC (2024), для промышленных разъёмов MTBF превышает 5×10^6 часов при правильном подборе. Гипотеза: автоматизированные тесты с ИИ-анализом данных ускорят оценку на 40%, но требуют калибровки на исторических данных.
Ограничение тестов: лабораторные условия не полностью воспроизводят комбинированные нагрузки; рекомендуется комбинированный тест по ISO 13355.
Практические рекомендации по выбору включают расчёт нагрузок. Предпосылки: известны параметры оборудования (вибрация, температура, ток). Требования: соответствие классу IP и Ro HS.
- Соберите данные о средних нагрузках: используйте виброметры для измерения g и Гц.
- Подберите материал: LCP для высоких температур, поликарбонат для стандартных условий.
- Протестируйте прототип: 50% от ожидаемого срока службы в ускоренном режиме.
- Мониторьте в эксплуатации: внедрите датчики для реального времени анализа.
- Анализируйте данные: рассчитайте коэффициент надёжности R(t) = e^(-(t/θ)^β).
 Визуализация ключевых факторов деградации соединений в динамичных условиях.
Визуализация ключевых факторов деградации соединений в динамичных условиях.
Чек-лист проверки: фиксация без люфта, отсутствие коррозии после солевого тумана (ASTM B 117), совместимость с кабелем по толщине (0.1-0.3 мм).
Типичные ошибки: недооценка комбинированных эффектов (вибрация + температура), приводящая к преждевременному отказу в 18% случаев (по отчётам NEMA); избегайте путём многофакторного моделирования. Ещё одна ошибка игнорирование циклов обслуживания, сокращающее срок на 25%; решение планирование инспекций каждые 5000 часов. Ограничение: анализ основан на агрегированных данных; для специфических применений необходимы кастомные тесты.
Распределение отказов по причинам иллюстрирует диаграмму ниже, где вибрация доминирует в 40% случаев для ЧПУ, а EMI в 30% для сварки.
Вывод из анализа: инвестиции в усиленные коннекторы окупаются за счёт снижения простоев на 20-30%.
Выбор и внедрение разъёмов для повышения надёжности
Процесс подбора разъёмов для шлейфов в условиях вибраций и нагрузок начинается с детального анализа требований системы. В ЧПУ-оборудовании, где точность позиционирования достигает 0.01 мм, соединения должны обеспечивать стабильность сигнала с джиттером менее 1 нс. Для сварочных систем приоритет отдается компонентам с низким уровнем индуцированных шумов, где стандарт EN 60974-10 ограничивает EMI на 60 д Б. Предпосылки для выбора: наличие спецификаций оборудования по токам (до 3 A), напряжениям (до 50 В) и окружающей среде. Требования включают сертификацию по IPC/WHMA-A-620 для сборки и UL 1977 для промышленных коннекторов.
Совместимость разъёма с кабелем определяется толщиной шлейфа (0.08-0.2 мм) и количеством контактов, минимизируя риск неправильной вставки.
При оценке вариантов учитываются параметры фиксации: ZIF-механизмы подходят для автоматизированной сборки, снижая силу вставки до 0.5 Н на контакт, в то время как LIF (low insertion force) варианты предпочтительны для ручного монтажа в полевых условиях. По данным отчётов IPC (2024), разъёмы с рычажными фиксаторами выдерживают на 25% больше циклов вибрации по сравнению с пружинными. Ограничение: выбор зависит от доступности; для редких шагов (0.4 мм) требуется кастомизация, увеличивающая стоимость на 15-20%.
Пошаговое руководство по интеграции в оборудование
Внедрение разъёмов требует системного подхода для обеспечения долговечности. Начать следует с проектирования трассировки шлейфов, где радиус изгиба не превышает 5-кратной ширины кабеля по IPC-2223, чтобы избежать концентрации напряжений. В ЧПУ-системах шлейфы интегрируются в кабельные цепи (energy chains), выдерживающие 10^6 циклов движения с ускорением 5 g.
- Определите конфигурацию: рассчитайте длину шлейфа и точки фиксации, используя CAD-моделирование для симуляции нагрузок.
- Подготовьте монтаж: очистите контакты изопропиловым спиртом, обеспечьте выравнивание с допуском 0.1 мм.
- Выполните подключение: вставьте шлейф под углом 0-5°, зафиксируйте механизмом, проверьте сопротивление (менее 50 м Ом).
- Протестируйте систему: запустите цикл нагрузок, мониторьте сигналы осциллографом на наличие артефактов.
- Зафиксируйте в эксплуатации: добавьте демпферы вибрации (резиновые втулки) для снижения резонанса на 20-30%.
Для сварочной техники дополнительно учитывается заземление: все металлические части коннекторов соединяются с шиной земли, снижая потенциал наводок по IEC 61000-4-6. Гипотеза: использование фиброоптических вставок в гибридных шлейфах устранит EMI полностью, но проверка нужна для совместимости с существующими контроллерами.
Интеграция с системами мониторинга позволяет отслеживать деградацию в реальном времени, предсказывая отказы с точностью 85% по моделям машинного обучения.
Экономические аспекты выбора включают lifecycle cost analysis: начальная стоимость усиленных разъёмов (50-100 руб. за единицу) окупается за счет снижения простоев. По расчётам из Journal of Quality in Maintenance Engineering (2024), замена стандартных на виброустойчивые модели сокращает затраты на обслуживание на 35% в течение 3 лет. Допущение: анализ предполагает среднюю загрузку 80%; для непрерывного производства корректировка требуется.
- Бюджетный вариант: базовые FFC с шагом 1 мм, для низконагруженных зон ЧПУ.
- Средний уровень: FPC с EMI-защитой, для сигналов в сварке.
- Премиум: усиленные с металлическими корпусами, для зон с вибрацией >10 g.
- Дополнительно: аксессуары вроде термоусадочных трубок для герметизации, продлевающие срок на 50%.
Советы эксперта по оптимизации: в ЧПУ предпочитайте разъёмы с интегрированными предохранителями для защиты от перегрузок; в сварке модели с диэлектрической прочностью >1000 В. Типичные ошибки: неправильная ориентация шлейфа, вызывающая короткое замыкание в 10% случаев (данные из отчётов Underwriters Laboratories); избегайте путём маркировки и визуального контроля. Ещё одна ошибка отсутствие запасных соединений, приводящее к остановкам; решение дублирование критических линий с переключением.
Чек-лист внедрения: проверка на соответствие спецификациям кабеля, калибровка инструментов монтажа, документация тестов с подписями.
Для сложных систем рекомендуется консультация с поставщиками, такими как производители из каталогов по FFC/FPC, для подбора под конкретные нагрузки. Ограничение: общие рекомендации; для высокоточных применений (например, микро-сварка) необходимы индивидуальные расчёты по finite element analysis.
Выводы и рекомендации по эксплуатации
Анализ демонстрирует, что надёжность разъёмов для шлейфов в ЧПУ и сварочной технике напрямую зависит от подбора компонентов, учитывающих вибрации и нагрузки. Стандарты вроде IEC 61984 обеспечивают базовую совместимость, но реальная эффективность достигается через комбинированные тесты и правильную интеграцию. В итоге, использование усиленных FFC/FPC коннекторов снижает риски отказов на 40%, способствуя бесперебойной работе оборудования.
Рекомендации: регулярно проводите инспекции каждые 2000 часов, заменяйте шлейфы при накоплении износа >5%. Для будущих разработок ориентируйтесь на тренды, такие как нано-покрытия для контактов, повышающие коррозионную стойкость. Гипотеза: переход на беспроводные альтернативы возможен, но в текущих условиях проводные решения остаются оптимальными для промышленной точности. Ограничение: выводы основаны на доступных данных 2024-2025 годов; мониторинг новых стандартов обязателен.
Итог: системный подход к выбору и обслуживанию гарантирует MTBF >10^7 часов, минимизируя эксплуатационные риски.
Типичные ошибки в эксплуатации: перегрузка по току без мониторинга, сокращающая срок вдвое; избегайте с помощью автоматических реле. Чек-лист финальной проверки: визуальный осмотр на трещины, измерение изоляции (>10 МОм), функциональный тест под нагрузкой.
Перспективы развития и инновации в технологиях разъёмов
В контексте эволюции промышленного оборудования для ЧПУ и сварки, технологии разъёмов для шлейфов эволюционируют в сторону большей адаптивности и интеграции с цифровыми системами. Одним из ключевых направлений становится использование смарт-материалов, таких как пьезоэлектрические полимеры, которые позволяют коннекторам самостоятельно компенсировать микровибрации, генерируя контрсигналы для стабилизации контакта. По прогнозам отчётов Marketsand Markets (2025), рынок таких инновационных решений вырастет на 28% к 2030 году, особенно в автоматизированных линиях, где требуется нулевая задержка в передаче данных.
Инновации фокусируются на многофункциональности: разъёмы теперь интегрируют не только передачу сигнала, но и питание, диагностику и даже охлаждение через микро-каналы.
Другим перспективным подходом является переход к гибридным коннекторам, сочетающим FFC/FPC с оптическими волокнами для иммунитета к электромагнитным干扰циям. В сварочных системах, где дуговые помехи могут искажать аналоговые сигналы, оптические вставки обеспечивают передачу данных на скоростях до 10 Гбит/с без потерь, как показано в исследованиях Optical Fiber Technology (2024). Гипотеза: полная замена медных линий на оптические в ЧПУ сократит вес шлейфов на 40%, но потребует адаптации контроллеров с оптическими интерфейсами, что увеличивает начальные инвестиции на 25%.
Развитие нанотехнологий позволяет создавать саморегенерирующиеся покрытия для контактов, где углеродные нанотрубки восстанавливают проводимость после микроповреждений. Тестирования по стандарту ASTM F 2101 демонстрируют, что такие покрытия продлевают срок службы на 150% в условиях циклических нагрузок. Ограничение: производство пока ограничено лабораторным масштабом; коммерциализация ожидается не ранее 2027 года, с ценой на 30% выше стандартных аналогов.
Сравнение инновационных и традиционных технологий
Чтобы оценить преимущества новинок, полезно сравнить их с существующими решениями. Ниже приведена таблица, иллюстрирующая ключевые параметры для типичных применений в ЧПУ и сварке.
ПараметрТрадиционные FFC/FPC (ZIF/LIF)Гибридные оптико-электрическиеСмарт-разъёмы с пьезо-компенсациейНано-покрытые коннекторыУстойчивость к EMI (дБ)20-30>6025-4030-50Циклы изгиба (мин.)50 000100 00080 000150 000Время отклика (нс)5-101-23-54-8Стоимость (руб./ед.)20-5080-12060-9070-100Интеграция с ИИ-диагностикойНетЧастичнаяПолнаяЧастичная
Из таблицы видно, что инновационные варианты превосходят традиционные по большинству показателей, особенно в высокоскоростных приложениях. Однако их внедрение требует переподготовки персонала и обновления протоколов тестирования по обновлённым стандартам, таким как IEEE 802.3 для оптических интерфейсов.
Ещё одним трендом выступает модульная конструкция разъёмов, позволяющая быструю замену повреждённых модулей без полной разборки системы. В ЧПУ-станках это снижает время ремонта с часов до минут, как подтверждают кейсы из отраслевых журналов Robotics and Computer-Integrated Manufacturing (2025). Допущение: модульность эффективна при стандартизированных размерах; для кастомных шлейфов требуется дополнительная разработка адаптеров.
Будущие инновации: интеграция с 5 G-модулями для беспроводного мониторинга, потенциально устраняющая 20% проводных соединений в периферийных зонах.
Внедрение этих технологий сталкивается с вызовами, такими как совместимость с legacy-системами. Рекомендуется поэтапный апгрейд: начать с пилотных зон в сварочных постах, где EMI критична, и расширить на ЧПУ после валидации. По данным аналитики IDC (2024), компании, инвестирующие в такие инновации, достигают ROI в 2-3 года за счёт повышения производительности на 15-20%. Гипотеза: комбинация нано-покрытий с оптикой создастнеубиваемые шлейфы, но полевые тесты в агрессивных средах необходимы для подтверждения.
Типичные барьеры: регуляторные ограничения по сертификации (например, ATEX для взрывоопасных зон в сварке), требующие дополнительных затрат на 10-15%. Решение партнёрство с сертифицированными лабораториями для ускоренного тестирования. Ограничение: прогнозы основаны на текущих тенденциях; геополитические факторы могут повлиять на цепочки поставок материалов.
- Короткосрочные перспективы: усовершенствование существующих FPC с добавлением EMI-фильтров.
- Среднесрочные: внедрение смарт-диагностики через встроенные чипы RFID.
- Долгосрочные: полная цифровизация с ИИ-предиктивным обслуживанием.
- Экологические аспекты: переход к биоразлагаемым полимерам для корпусов, снижая углеродный след на 25%.
Чек-лист для оценки инноваций: анализ TCO (total cost of ownership), совместимость с ПО, доступность обучения.
В заключение раздела, развитие технологий разъёмов открывает путь к более resilient системам, где отказы минимизируются за счёт предиктивных механизмов. Для производителей оборудования ключевым станет баланс между инновациями и практическим внедрением, обеспечивая конкурентные преимущества в динамичном рынке.
Практические кейсы и уроки из реальных внедрений
Анализ реальных внедрений разъёмов для шлейфов в промышленных условиях позволяет извлечь ценные уроки, адаптируя теоретические знания к практике. В одном из кейсов на заводе по производству автокомпонентов с использованием ЧПУ-станков с 5-осевым управлением внедрение виброустойчивых FPC-разъёмов с шагом 0.5 мм решило проблему ложных срабатываний датчиков. Изначально стандартные соединения давали до 15% брака из-за микросмещений под нагрузкой 8 g, но после замены на модели с усиленной фиксацией брак снизился до 2%. Процесс включал симуляцию в ПО ANSYS для предсказания зон напряжений, что заняло 2 недели и окупилось за 4 месяца за счёт роста производительности.
Ключевой урок: предварительное моделирование нагрузок предотвращает 70% типичных сбоев, как показывают отчёты по промышленной автоматизации.
В сварочном производстве крупногабаритных конструкций, где оборудование подвергается термическим циклам от 50 до 200°C, переход к гибридным шлейфам с термостойкими покрытиями устранил перегрев контактов. В конкретном проекте на судостроительном предприятии разъёмы выдержали 5000 циклов нагрева без деградации сигнала, в отличие от базовых вариантов, выходивших из строя после 1500 циклов. Факторы успеха: выбор материалов с коэффициентом теплового расширения
Другой пример касается автоматизированных линий сборки электроники, где ЧПУ сочетается со сваркой микроэлементов. Здесь проблема возникла с накоплением пыли в разъёмах, приводящей к увеличению сопротивления на 30% за 6 месяцев. Решение герметичные коннекторы IP 67 с силиконовыми уплотнителями восстановило стабильность, снизив простои на 45%. По данным кейса из отраслевого обзора Manufacturing Engineering (2025), такие меры особенно эффективны в запылённых средах, где стандартные чистки не справляются. Ограничение: герметизация увеличивает силу вставки на 20%, что усложняет ручной монтаж; автоматизация рекомендуется для серийного производства.
Анализ неудач и корректирующие меры
Не все внедрения проходят гладко: в случае с модернизацией старого ЧПУ-оборудования 2010-х годов попытка установки современных FFC привела к несовместимости по шагу контактов, вызвав короткие замыкания в 8% модулей. Урок тщательная проверка legacy-совместимости с помощью прототипирования, которое выявило проблему на этапе тестов. Корректировка включала адаптеры с переходниками, добавившие 10% к стоимости, но сохранившие систему без полной замены. Допущение: для оборудования старше 10 лет апгрейд окупается только при плановой загрузке >70%.
- Кейс успеха в ЧПУ: интеграция с сервоприводами, где разъёмы обеспечили точность 0.005 мм под вибрацией.
- Кейс в сварке: защита от плазменных всплесков через экранированные шлейфы, продлившие MTTR (время восстановления) до 30 минут.
- Общий урок: документация каждого кейса с метриками (KPI) ускоряет масштабирование на 50%.
- Рекомендация: формирование базы знаний по кейсам для внутренних аудиторов, минимизируя повторные ошибки.
Экономический эффект от успешных кейсов: в среднем снижение затрат на ремонт на 28%, как рассчитано по моделям ROI в отчётах по промышленному менеджменту. Для будущих проектов советуем начинать с пилотных установок на 10-20% оборудования, собирая данные для итераций. Гипотеза: использование VR-симуляций для обучения персонала сократит время на внедрение на 35%, подтверждено предварительными тестами в виртуальных средах.
Итоговый вывод по кейсам: 80% успехов зависят от междисциплинарного подхода, включая инженеров, техников и аналитиков.
Внедрение в экстремальных условиях, таких как offshore-платформы с сваркой, подчёркивает важность коррозионностойких материалов: разъёмы из нержавеющей стали с полимерными вставками выдержали солёную среду 2 года без коррозии, в отличие от алюминиевых аналогов. Ограничение: такие решения на 40% дороже, но оправданы в высокорисковых зонах по нормам ISO 19901.
Распределение причин отказов разъёмов
Часто задаваемые вопросы
Как выбрать разъём для шлейфа в условиях высокой вибрации?
Выбор начинается с анализа уровня вибрации по стандарту IEC 60068-2-6, предпочитая модели с рычажными фиксаторами, выдерживающими до 20 g, и тестированием на 10^5 циклов.
Влияет ли EMI на работу шлейфов в сварочной технике?
Да, электромагнитные помехи могут искажать сигналы до 50%, поэтому рекомендуется экранированные FPC с защитой >50 д Б по EN 60974-10.
Как часто нужно проводить инспекцию разъёмов в ЧПУ-оборудовании?
Инспекции рекомендуется проводить каждые 1000-2000 часов работы или после 500 циклов нагрузки, проверяя сопротивление и визуальный износ.
Можно ли использовать оптические шлейфы в стандартных системах?
Возможно при наличии оптических интерфейсов в контроллерах; иначе требуются конвертеры, увеличивающие стоимость на 20-30%.
Какие ошибки чаще всего возникают при монтаже разъёмов?
Частые ошибки неправильная ориентация шлейфа и отсутствие фиксации, приводящие к сбоям в 15% случаев; избегайте с помощью чек-листов и инструментов выравнивания.
Как рассчитать срок службы шлейфа под нагрузкой?
Расчёт по модели Arrhenius с учётом температуры и циклов изгиба; для вибрации >5 g ожидайте 50 000-100 000 циклов в зависимости от материала.
Об авторе
Алексей Иванов ведущий инженер по промышленной автоматизации

Алексей Иванов опытный специалист в области промышленной автоматизации с более чем 15-летним стажем работы в проектировании и внедрении систем ЧПУ и сварочного оборудования. Он участвовал в разработке надёжных соединений для шлейфов в крупных производственных проектах, где его решения помогли снизить простои на 40% за счёт оптимизации разъёмов. Автор многочисленных внутренних отчётов по вибро- и термостойким компонентам, Иванов проводит семинары для инженеров, фокусируясь на балансе инноваций и практичности в промышленных условиях. Его подход сочетает теоретические расчёты с реальными тестами, обеспечивая долговечность оборудования в экстремальных средах.
- Специалист по стандартам IEC и ISO для промышленных разъёмов.
- Опыт внедрения FPC и FFC в ЧПУ-системах с 5-осевым управлением.
- Эксперт по защите от EMI и вибрации в сварочном производстве.
- Автор методик расчёта срока службы шлейфов под нагрузкой.
- Консультант по оптимизации соединений для снижения брака в автоматизации.
Рекомендации в статье носят общий характер и основаны на профессиональном опыте, но для конкретных применений рекомендуется консультация с квалифицированными специалистами.
Заключение
В статье мы подробно рассмотрели особенности разъёмов для шлейфов в промышленном оборудовании для ЧПУ и сварки, от стандартов и типов до инноваций и практических кейсов. Анализ показал, как правильный выбор и внедрение таких компонентов повышают надёжность систем, снижая простои и брак, а перспективы развития обещают ещё большую эффективность. Итогом является понимание, что баланс между традиционными и новыми технологиями обеспечивает конкурентные преимущества в производстве.
Для практического применения рекомендуем начинать с тщательного анализа условий эксплуатации, выбирая разъёмы по шагу и типу фиксации, проводить регулярные инспекции и тестирования, а также интегрировать инновации поэтапно через пилотные проекты. Не забывайте о документации кейсов и обучении персонала для минимизации ошибок.
Не откладывайте модернизацию инвестируйте в надёжные разъёмы сегодня, чтобы завтра повысить производительность и снизить риски. Действуйте сейчас, и ваше оборудование станет более resilient и эффективным!