
SQLITE NOT INSTALLED
Высокое качество, воспроизводимость и полное отсутствие растворителей — лазерное соединение пластмасс имеет множество преимуществ и во многих отраслях промышленности заменяет классические методы, такие как склеивание, ультразвуковая или вибрационная сварка. Кроме того, при подключении к лазеру сварной шов можно произвольно адаптировать к новой геометрии детали. Так как тепловложение сильно ограничено на местном уровне, например, чувствительные электронные компоненты надежно защищены. Существует четыре типа лазерной сварки пластмасс: контурная сварка, квазиодновременная сварка, одновременная сварка и сварка по маске. При сварке пластмасс обычно используется мощность лазера до 300 Вт.
Высокое качество и воспроизводимость
Сварные швы неизменно высокого качества. В этом случае созданные швы имеют прочность, соответствующую прочности основного материала.
Гибкое использование
Сварной шов можно произвольно адаптировать к разной геометрии деталей.
Без остатка
В отличие от склеивания или вибрационной и ультразвуковой сварки, лазерная сварка не имеет остатков клея или пластиковой стружки.
Нежный
Подвод тепла ограничен локально и защищает чувствительную электронику.
Тихий и низкий износ
Лазерная сварка пластмасс бережно относится не только к материалу, но и к окружающей среде.
Как работает лазерная сварка пластиков?
Skizz Prozess Laserkunststoffschweißen
При лазерной сварке пластиков два типа термопластов соединяются методом радиационной сварки: лазер проникает через прозрачную соединяемую часть, а поглотитель нагревается. Абсорбирующий пластик плавит прозрачную область стыка. Соединяемые части должны быть прижаты друг к другу с помощью подходящего устройства для обеспечения достаточной теплопередачи. Для этого зазор по возможности должен быть менее 150 мкм. Для прочного склеивания расплавленный пластик должен полностью остыть. Следовательно, приспособление продолжает давить на две соединенные части в течение некоторого времени после фактического процесса сварки.
Какие пластмассы можно сваривать лазером?
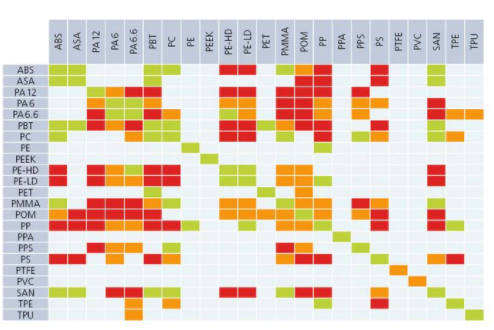
Матрица для соединения материалов дает возможность сваривать различные материалы. Такие пластики демонстрируют максимальную стабильность соединения после лазерной сварки. Если пластик содержит большое количество стекловолокна, легко могут образоваться хрупкие сварные швы. Поэтому рекомендуется, чтобы содержание стекловолокна не превышало 40%. Толщина стекловолокна, излучающего лазер, не должна превышать 2 мм.
На что следует обратить внимание при лазерной сварке пластиков?
Поскольку многие термопластичные свариваемые пластмассы поглощают лишь небольшую часть лазерного излучения твердых активных лазеров, добавляются дополнительные материалы (добавки), такие как технический углерод. Таким образом, термопласты можно плавить и сваривать с помощью лазерного излучения. Чтобы обеспечить воспроизводимость процесса сварки, детали также должны быть размещены на подходящем держателе с возможностью воспроизводимого воспроизведения. Сила сцепления создается путем прижатия детали к натяжной маске с замкнутым контуром или специальному стеклу. Стекло должно пропускать лазерный свет с высокой механической стабильностью.