
SQLITE NOT INSTALLED
Сварка — сложный технологический процесс монолитного соединения деталей и узлов. В большинстве случаев эквивалентность соединения и его сила чрезвычайно важны для ответственных соединений. Как сделать качественный сварной шов. Существует множество факторов, требований и предписаний, которые необходимо соблюдать для получения качественного сварного соединения. Подготовка концов к сварке — это 50% успешной сварки.
Подготовка кромок к сварке листовой стали
 Подготовка концов под приварку листовой стали имеет несколько вариантов. Операция подготовки листов и пластин называется снятием фаски. Подготовка концов под сварку зависит от технологического опыта, процедур и стандартов. Самая простая подготовка — двутавровый. В нем края листов перпендикулярны поверхности листа. Обычно используется для тонких листов толщиной до 3 мм. В случае односторонней сварки такой способ снятия фаски не рекомендуется из-за риска непровара. Его можно использовать до большей толщины, если сварочная ванна будет снабжена с обратной стороны подушкой — керамической или медной. При плазменной сварке можно сваривать двутавровые швы большей толщины.
Подготовка концов под приварку листовой стали имеет несколько вариантов. Операция подготовки листов и пластин называется снятием фаски. Подготовка концов под сварку зависит от технологического опыта, процедур и стандартов. Самая простая подготовка — двутавровый. В нем края листов перпендикулярны поверхности листа. Обычно используется для тонких листов толщиной до 3 мм. В случае односторонней сварки такой способ снятия фаски не рекомендуется из-за риска непровара. Его можно использовать до большей толщины, если сварочная ванна будет снабжена с обратной стороны подушкой — керамической или медной. При плазменной сварке можно сваривать двутавровые швы большей толщины.
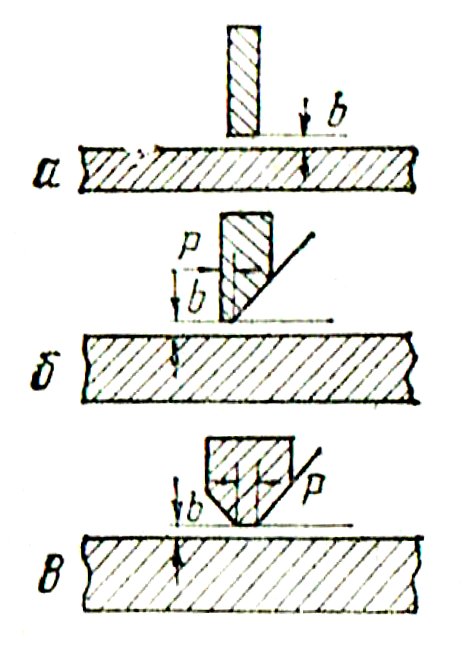 V-образная строчка или V-образная фаска по краям. Используется для толщины от 6 до 12 мм. Диапазон различен для разных способов сварки . Сварка V-образного стыка выполняется в одностороннем порядке. Если есть доступ с обратной стороны шва, то дефекты и недостатки шва можно удалить шлифовкой и выполнить корневой шов с обратной стороны. В этом случае сварка двухсторонняя. Корневой шов на обратной стороне изделия также может быть выполнен как первый шов сварного соединения.
V-образная строчка или V-образная фаска по краям. Используется для толщины от 6 до 12 мм. Диапазон различен для разных способов сварки . Сварка V-образного стыка выполняется в одностороннем порядке. Если есть доступ с обратной стороны шва, то дефекты и недостатки шва можно удалить шлифовкой и выполнить корневой шов с обратной стороны. В этом случае сварка двухсторонняя. Корневой шов на обратной стороне изделия также может быть выполнен как первый шов сварного соединения.
Х-образный шов или Х-образная подготовка концов под приварку. Он используется для толстых листов, листов и пластин, когда сварной шов доступен с обеих сторон изделия. Чаще всего для толщины более 12 мм. Как правило, Х-образные швы выполняют многослойно — по несколько проходов с каждой стороны.
К-образный шов или К-образная подготовка концов под сварку. Используется для толщины более 10 мм. Один лист имеет двустороннюю V-образную фаску, а другой лист имеет прямые края. По мере приближения получается сварной шов К-образной формы, который используется как для стыковых, так и для угловых швов.
Подготовка кромок под сварку профильной стали
 Профильная сталь готовится аналогично листовой стали. Фланцы и стержни U-образных профилей, L-профилей, HEA, HEB и HEM профилей имеют фаски. Профили привариваются встык друг к другу, в разных пространственных положениях, под углом друг к другу или к пластинам и листам. Для профильной стали также существуют I-образные, V-образные, X-образные и K-образные формы подготовки концов сварных швов.
Профильная сталь готовится аналогично листовой стали. Фланцы и стержни U-образных профилей, L-профилей, HEA, HEB и HEM профилей имеют фаски. Профили привариваются встык друг к другу, в разных пространственных положениях, под углом друг к другу или к пластинам и листам. Для профильной стали также существуют I-образные, V-образные, X-образные и K-образные формы подготовки концов сварных швов.
Подготовка труб под сварку
- При подготовке труб под сварку необходимо соблюдать следующие требования:

- Концы труб под приварку необходимо хорошо очистить до металлического блеска. Очистка состоит из удаления ржавчины, окисленной коры, краски и консервации труб. Сама очистка производится не только на скошенной части, но и на 20-30 мм цилиндрической поверхности трубы.
- Разница толщины стенки трубы относительно другой, не более 1 мм. Когда необходимо сварить трубы с большей разницей в размерах стен, на трубе с большей толщиной необходимо снять фаску. Снятие фаски обычно выполняется изнутри, так как номинальный диаметр стальных труб — это наружный диаметр. То есть у труб одного номинального диаметра, разной толщины внешний диаметр одинаков, а внутренние диаметры разные.
 Плоскость сдвига должна быть перпендикулярна оси трубы. Нормы допускают отклонение от прямого угла до 0,5 мм.
Плоскость сдвига должна быть перпендикулярна оси трубы. Нормы допускают отклонение от прямого угла до 0,5 мм.- При сварке необходимо обеспечить строгое выравнивание между соединяемыми трубами. Допустимое отклонение осей труб на расстоянии 200 мм от шва может составлять 1 мм для труб диаметром до 100 мм и 2 мм для труб диаметром до 100 мм.
- В случае согнутых колен сварной шов должен находиться на прямом расстоянии не менее чем на размер диаметра (не менее 100 мм) от начала сгибания.
- Расстояние между двумя соседними сварными швами не может быть менее 200 мм.